If you're trying to write a defensible site rule for pump minimum flow, ignore the "always run at 25% of BEP" myth. There is no universal percentage that protects every pump. Low-flow damage can start quickly, but the failures show up later—seal life shortens, bearings heat up, vibration creeps, and you get blamed for "bad seals."
Two open loops we'll close:
- There are two minimum-flow limits, not one—and the governing limit is the one that matters.
- You'll get a laminatable diagnostic checklist you can use on rounds, tied to symptoms and trends.
If uptime is on your shoulders, you need a minimum-flow limit you can defend (OEM + verification steps) and a protection scheme that actually enforces it.
What Is Pump Minimum Flow — And Why There Are Two Limits
Most plants talk about "minimum flow" as one number. In reality, you're dealing with two different constraints:
- MCSF (Minimum Continuous Stable Flow): the minimum flow where the pump can operate continuously without unstable hydraulic behavior (recirculation, separation, pulsations) that drives vibration, loads, and component wear. API 610 explicitly treats minimum continuous stable flow as a defined flow point used in curve evaluation/testing context.
- MCTF (Minimum Continuous Thermal Flow): the minimum flow needed to keep temperature rise from hydraulic losses from overheating the casing and liquid (especially important for hot/volatile services). API 610 distinguishes stability limits from thermal considerations in minimum-flow requirements (do not treat them as the same concept).
Practical rule: your site minimum-flow limit must be the governing one:
$$Q_{min} = \max(Q_{MCSF},\ Q_{MCTF})$$
POR/AOR context (why "BEP percent rules" fail)
Hydraulic Institute guidance frames operation around BEP, Preferred Operating Region (POR) and Allowable Operating Region (AOR), with AOR boundaries driven by limits like hydraulic loads, temperature rise, vibration, and noise—not just efficiency.
Key point: POR/AOR is not a substitute for your OEM minimum-flow limit; it's a cross-check.
Thermal rise formula (use it correctly)
A simple thermal check is:
$$\Delta T = \frac{P_{input}(1-\eta)}{\dot{m}\,c_p}$$
Where:
- ΔT = temperature rise (K or °C)
- P_input = input power to the liquid (W)
- η = pump efficiency at that point (decimal)
- m_dot = mass flow rate (kg/s)
- c_p = specific heat (J/kg·K)
ASSUMED ILLUSTRATIVE EXAMPLE (verify with OEM):
- P_input = input power to the liquid (W) (example: 75,000 W)
- η = pump efficiency at that point (decimal) (example: 0.40)
- m_dot = mass flow rate (kg/s) (example: 5 kg/s)
- c_p = specific heat (J/kg·K) (example: 4180 J/kg·K)
$$\Delta T \approx \frac{75{,}000 \times 0.60}{5 \times 4180} \approx 2.15^\circ\text{C}$$
Note: This is an illustrative check only. Real values depend on efficiency at low flow, heat transfer, recirculation, and whether the pump is near deadhead. Verify with OEM data and field measurements.
Common mistakes to avoid
- Confusing MCSF with MCTF (stability vs thermal).
- Using a generic % of BEP without OEM support.
- Ignoring thermal limit on "cold water" systems where low flow still causes casing hot spots.
What Happens Below Pump Minimum Flow — Failure Mechanisms
Below minimum stable flow, the pump does not "just run less efficiently." The internal hydraulics change.
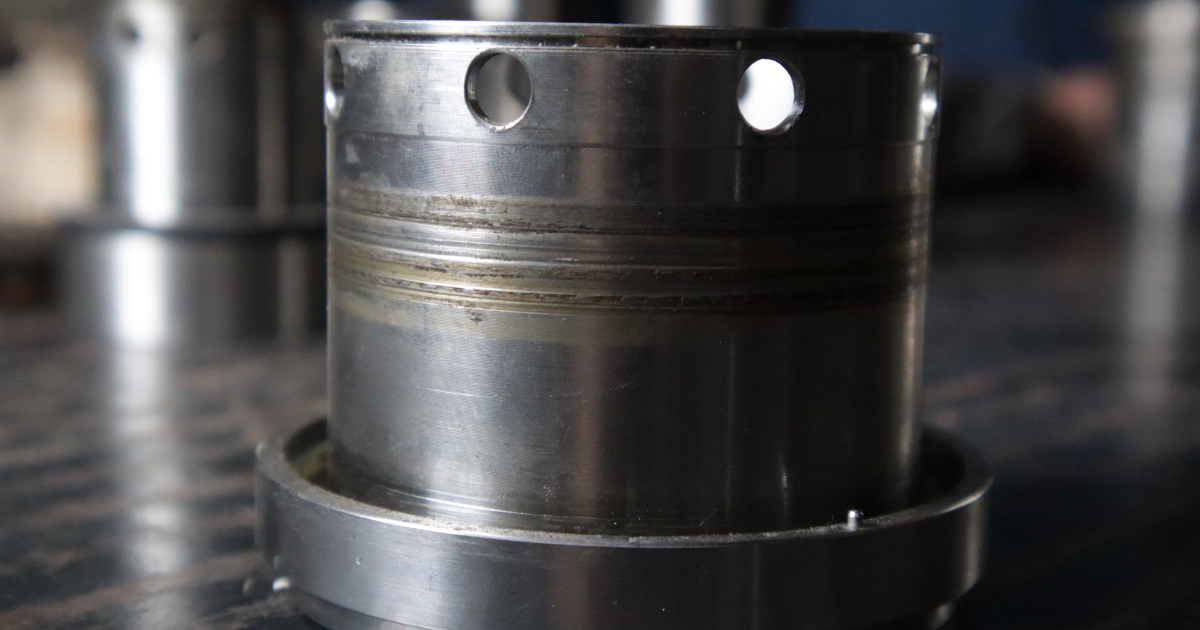
1) Suction recirculation (inlet-side)
At low flow, flow can separate and recirculate near the impeller eye. You may see:
- Vortices and local low-pressure zones
- Erosion/pitting patterns near inlet regions
- Unsteady loading that shows up as vibration/noise
⚠️ Field warning: recirculation pitting can be invisible until you pull the impeller. You can't "inspect it" from the outside.
2) Discharge recirculation (outlet-side) and pressure pulsations
As the pump moves left on the curve, internal flow patterns can generate pressure pulsations and unsteady forces. That unsteadiness can look like:
- "Rumbling" or intermittent surging
- Vibration increases that correlate with low demand periods
- Seal face instability and heat marks
3) Radial thrust increase → shaft deflection → seal/bearing damage
Running far from BEP increases hydraulic radial loads. The chain you see on the shop floor is typically:
recirculation → vibration/noise → seal distress → bearing load/heat → seizure or catastrophic failure
This is why "bad seals" is often a symptom, not the root cause.
4) Temperature rise → vaporization risk (especially at deadhead)
At very low flow or deadhead, hydraulic losses convert to heat in a small volume. If the liquid is warm or volatile, you can get local vaporization and rapid damage.
⚠️ Field warning: deadhead can drive vaporization in minutes depending on service and pump design. Do not treat deadhead as "safe for a short time" unless OEM explicitly permits it for your specific pump and service.
Objection handling (what you'll hear—and what to say)
- "We've run at low flow for years."
Damage is often cumulative—small increases in vibration and temperature shorten component life until it suddenly looks "random." - "The OEM didn't give a minimum flow."
That's not a green light. You need a defensible method to obtain or establish it (next section). - "NPSHA > NPSHR so it isn't cavitation."
Correct—and irrelevant. Recirculation ≠ classic NPSH cavitation. You can have low-flow recirculation damage even when NPSH margin looks fine.
Common mistakes
- Blaming seals instead of the operating point.
- Running two parallel pumps so each operates below MCSF.
- Ignoring vibration trends because "the pump still makes flow."
How to Determine Your Pump's Minimum Flow Limit
You need a method that survives scrutiny and doesn't rely on folklore. Use this 6-step defensible process:
- Get OEM MCSF/MCTF from the pump data sheet or curve package.
Ask for values tied to your exact configuration: speed, impeller diameter/trim, clearances, service fluid, temperature. - If unavailable, request a written statement from the OEM for your specific pump and duty.
"Generic pump family minimum flow" is not the same as "your pump at your speed/trim/service." - Cross-check with operating regions (HI POR/AOR) to confirm you are not normalizing an obviously abusive operating point.
HI emphasizes POR/AOR boundaries driven by loads, temperature rise, vibration, and noise.
Calculate a thermal sanity check using ΔT to see whether thermal rise could be governing (especially for hot/volatile fluids).
Label this as engineering verification, not as the source-of-truth limit.
$$Q_{min,site} = \max(Q_{MCSF},\ Q_{MCTF}) + \text{safety margin}$$
- The margin should be agreed with reliability/operations and documented (don't hide it).
- Document the limit, basis, and date (and what would trigger an update: trim, speed change, fluid change, new control valve, parallel operation policy).
Decision checkpoint:
- If MCSF > process minimum demand, you must implement a protection scheme (next section).
- If the process always stays above MCSF, document it and verify with field trending (flow, vibration, temperature).
Common mistakes
- Copying a textbook % instead of using OEM support.
- Ignoring thermal limits on hot/volatile service.
- Not updating after impeller trim/speed changes.
- No written basis—so the rule dies when staff changes.
NEED HELP DEFINING YOUR PUMP'S MINIMUM FLOW LIMIT?
Talk to a Dynapro engineer.
Minimum-Flow Protection Methods Compared
If your system can operate below minimum flow, alarms are not protection. You need a design that forces flow above the documented limit.
Minimum-Flow Protection Methods Compared (Table)
| Method | How It Works | Pros | Cons | Best For |
|---|---|---|---|---|
| Continuous bypass (fixed orifice) | A fixed orifice (or restriction) routes a constant bypass flow from discharge back to suction/source | Simple, robust, low instrumentation | Wastes energy continuously; adds heat to suction vessel; may be wrong if process changes | Small pumps, non-critical service, low energy penalty |
| Controlled bypass (flow switch + valve) | A flow meter/switch detects low flow and opens a bypass control valve to maintain minimum flow | Efficient (bypass only when needed); adjustable setpoint | Needs reliable instrumentation; valve response time matters; requires commissioning | Critical service, variable demand, higher power |
| ARV (automatic recirculation valve) | Self-actuated valve maintains minimum flow automatically based on differential conditions | No external power/control; fast response; enforces protection | Higher cost; must match pressure/flow characteristics; needs proper sizing | Remote sites, high uptime needs, limited controls |
Decision checkpoint (pragmatic)
- < 15 kW, non-critical → continuous bypass can be acceptable if the energy penalty is tolerable.
- > 75 kW or critical uptime → controlled bypass or ARV is usually justified because a single failure event dwarfs the added cost.
Field warnings (these are the real failure points)
⚠️ Undersized bypass still lets the pump operate below MCSF—just "less below." That's not protection.
⚠️ A flow switch without a bypass valve is an alarm, not protection. People ignore alarms at 2 a.m.
Common mistakes
- Setting the low-flow trip below MCSF to avoid alarms (self-sabotage).
- Never verifying that bypass actually maintains minimum flow under worst-case conditions.
- Slow valve response causing repeated excursions below MCSF.
- Bypass return overheating the suction vessel or creating aeration.
DESIGNING A PROTECTION SCHEME?
Request engineering support from Dynapro.
Low-Flow Diagnostic Checklist
Print this and use it on rounds. Don't argue from memory—check trends.
- Compare actual flow to your documented MCSF (not a guessed %).
- Review vibration trends during low-demand periods.
- Listen for rumbling/instability (not classic "gravel" cavitation noise).
- Check discharge pressure vs what the curve predicts at that flow.
- Trend bearing temperature (especially when control valves throttle hard).
- Inspect seal leak rate and look for heat-check marks.
- Check casing temperature rise at low flow.
- Identify why demand dropped (seasonal change, batch process, extra pumps running).
- Confirm bypass valve status / verify orifice is not plugged.
- If evidence accumulates: schedule impeller inspection for inlet-side pitting (LOTO first).
Troubleshooting Table (Field-Useful)
| Symptom | Likely Cause | Quick Check | Corrective Action |
|---|---|---|---|
| Vibration increases when demand drops | Low-flow recirculation, rising radial thrust | Trend vibration vs flow; correlate with throttled valve position | Enforce minimum flow; adjust controls; add/verify bypass |
| Seal life suddenly shortens | Shaft deflection + heat at low flow | Seal flush plan check; compare failures vs operating point | Keep above MCSF; review seal plan; correct alignment after event |
| Bearing temperature trends upward | Increased radial load + reduced lubrication margin | Temp trend vs flow; check lube condition | Restore operation in POR; enforce minimum flow; inspect bearings |
| Impeller pitting found at overhaul | Suction recirculation damage | Pattern near impeller eye/inlet regions | Raise minimum flow; review suction conditions; OEM review |
| Surging / unstable discharge pressure | Operation near/under MCSF or control loop instability | Compare pressure pulsations vs flow; check control tuning | Add controlled bypass; tune control loop; avoid parallel low-load |
FAQs
1. What is the minimum flow rate for a centrifugal pump?
It's the lowest flow the pump can run continuously without unacceptable stability or thermal risk. The value must come from OEM data or a documented method—there is no universal %.
2. What is the difference between MCSF and MCTF?
MCSF is a stability limit (recirculation/loads). MCTF is a thermal limit (temperature rise). Your governing minimum-flow limit is the higher of the two.
3. What happens if a pump runs below minimum flow?
Internal recirculation and unsteady forces increase vibration and loads, which accelerates seal and bearing failures. Damage can be cumulative even if the pump "seems fine."
$$\Delta T = \frac{P_{input}(1-\eta)}{\dot{m}\,c_p}$$
4. What is a pump minimum flow bypass?
A bypass recirculates flow from discharge back to suction/source to keep pump flow above the minimum limit. It can be fixed (orifice) or controlled (instrumented valve).
5. What is an automatic recirculation valve (ARV)?
An ARV is a self-actuated valve that automatically maintains a minimum pump flow by opening a recirculation path when mainline flow drops.
6. Does API 610 define a minimum flow percentage?
API 610 treats minimum-flow limits as defined values (including minimum continuous stable flow) tied to pump evaluation and operation, not as a universal "X% of BEP" rule.
7. Can I run a pump at shutoff (deadhead) briefly?
Only if the OEM explicitly allows it for your pump and service. Deadhead can generate rapid temperature rise and instability; treat it as a high-risk condition.
8. How do I know if my pump is suffering from low-flow damage?
Look for correlation between low demand and rising vibration, bearing temperature, seal distress, rumbling/instability, and post-overhaul pitting near the impeller inlet.
9. Does minimum flow change after impeller trimming?
Yes. Trim, speed changes, and hydraulic clearances can change stability behavior and efficiency at low flow. Any trim/speed change should trigger revalidation and documentation.
Conclusion
Minimum flow is not a slogan—it's a defensible limit you document and enforce. There are two limits: MCSF (stability) and MCTF (thermal). The governing minimum-flow limit is the higher of the two, and it must be tied to OEM guidance and verified with field trends. If your system can operate below that limit, protection is not optional—choose a bypass or ARV scheme that actually holds flow above the limit. Use the checklist and the 6-step method to turn a recurring failure pattern into a controlled operating rule.
Need a review? → https://dynaproco.com/contact


