
Estás viendo cómo sube el medidor de kWh mientras tu rendimiento se mantiene estable, o baja. Cambias el impulsor, ajustas el VFD y esperas que el próximo mes se vea mejor. No es así. La bomba sigue funcionando, el motor sigue consumiendo, pero el costo por tonelada movida sigue aumentando.
Eso no es una falla de la bomba. Es un problema de eficiencia del sistema que un cambio de bomba no puede resolver.
Este artículo te ofrece un método probado en campo para diagnosticar por qué está cayendo la eficiencia del bombeo de lodos, separar las pérdidas del sistema de la degradación de la bomba y aplicar correcciones que reduzcan tus kWh/ton sin sacrificar vida útil ni rendimiento. Saldrás con una línea base de medición, una matriz de síntomas y causas, y una lista de auditoría de 7 pasos que puedes usar en tu próximo turno.
Términos clave
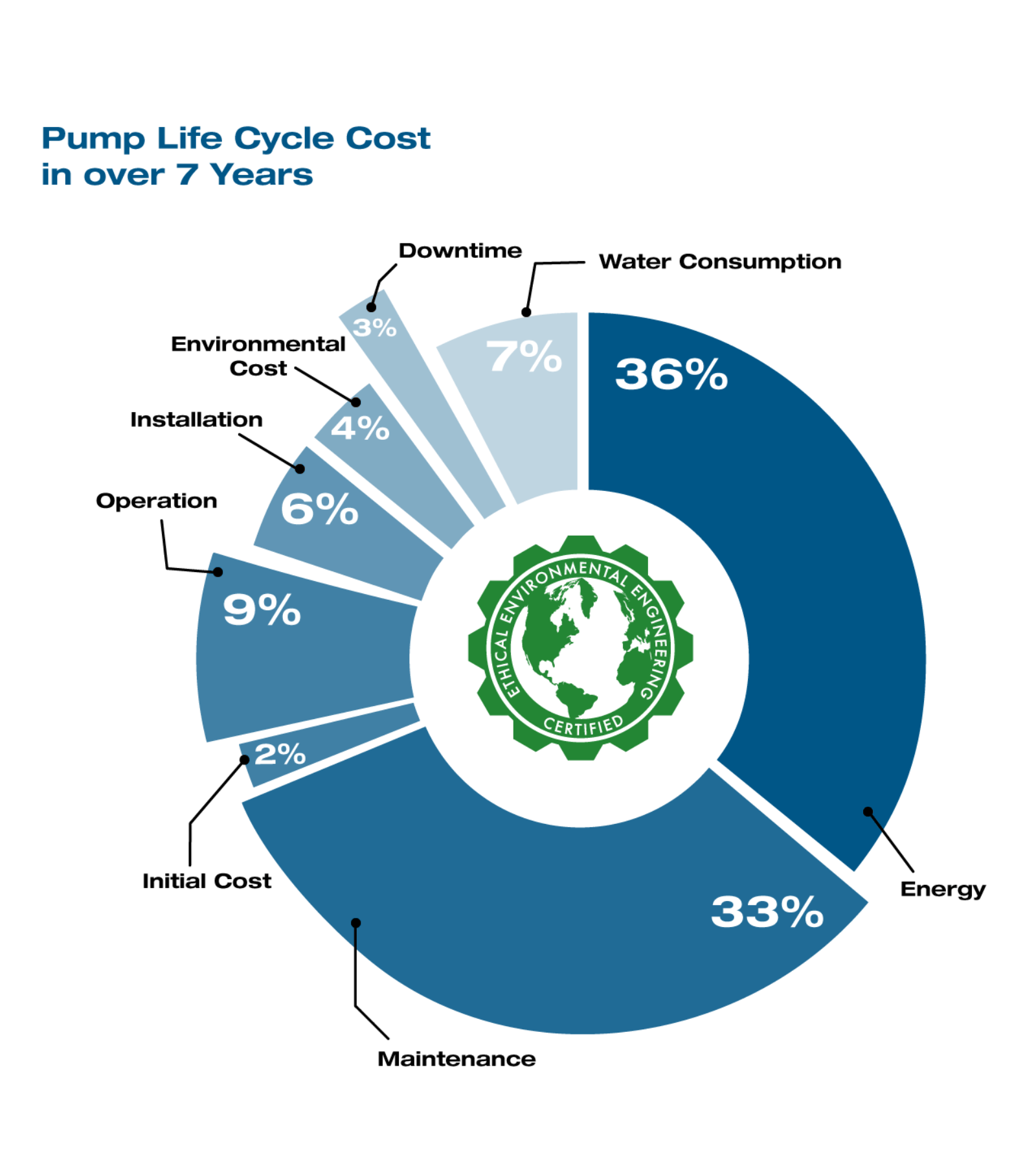
– kWh/ton: Energía consumida por tonelada de sólidos secos movidos. La métrica de un solo número más útil para la eficiencia del bombeo de lodos.
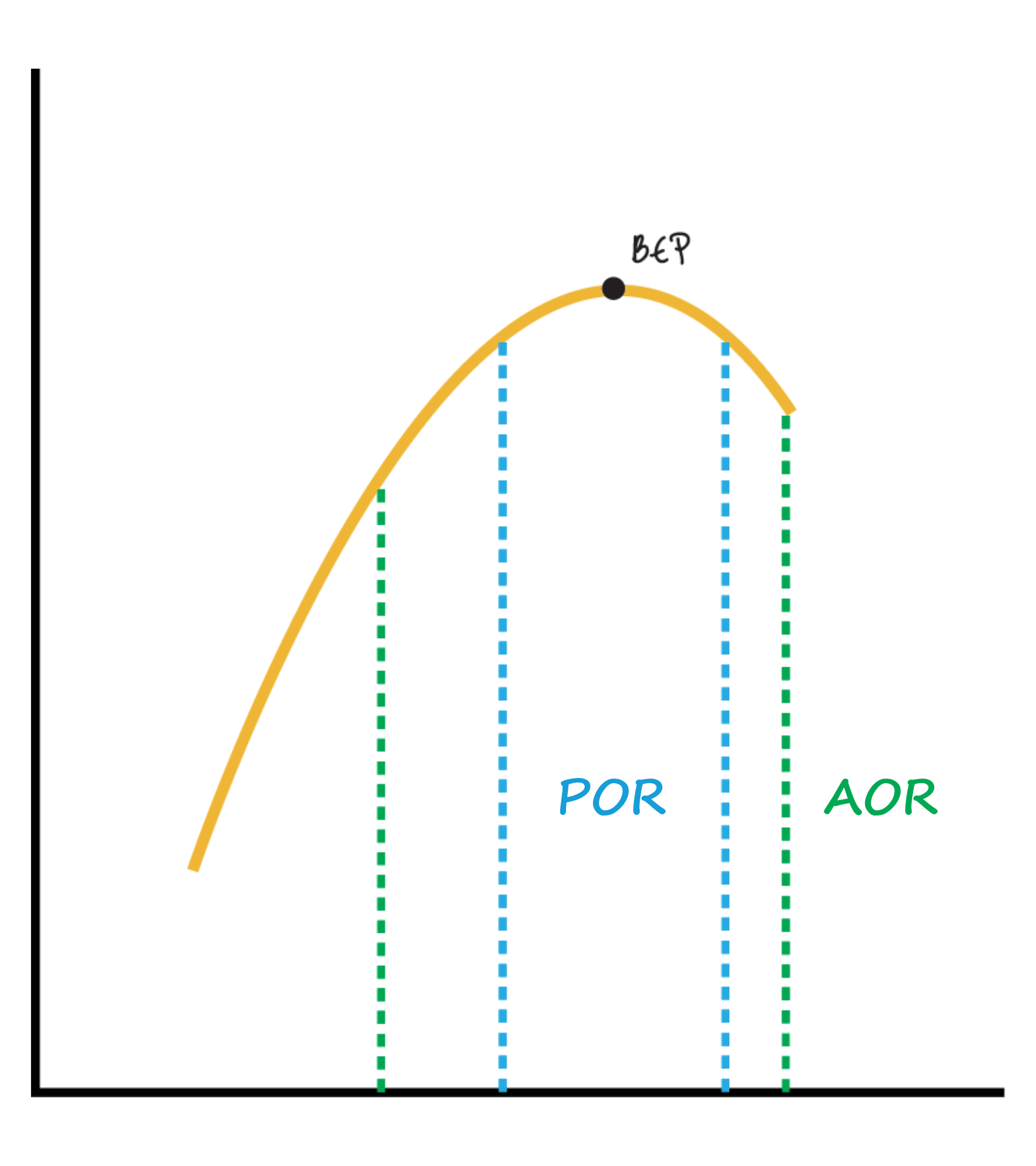
– BEP (punto de máxima eficiencia): El caudal al cual el diseño hidráulico de la bomba opera en su máxima eficiencia con agua.
– POR / AOR (región de operación preferida / permitida): Los rangos de caudal alrededor del BEP donde una bomba puede funcionar de manera confiable. El POR es la banda más estrecha y de mayor confiabilidad; el AOR es el rango aceptable más amplio.
– Curva del sistema: Un gráfico de la altura total requerida por la tubería y el proceso en función del caudal. La bomba opera donde su curva interseca la curva del sistema.
– Gravedad específica (SG): La relación entre la densidad del lodo y la densidad del agua. Las partículas sólidas aumentan la SG e incrementan directamente el consumo de potencia de la bomba.
– PSD (distribución de tamaño de partículas): El rango y la proporción de tamaños de partículas sólidas en el lodo. La PSD afecta el comportamiento de sedimentación, la tasa de desgaste y la reología.
– Velocidad crítica de deposición: La velocidad mínima de flujo necesaria para evitar que los sólidos se sedimenten y formen un lecho estacionario en la tubería. Por debajo de esta velocidad, el riesgo de obstrucción aumenta bruscamente.
– Recirculación interna: Flujo que se fuga desde el lado de alta presión del impulsor hacia el lado de succión a través de holguras desgastadas, consumiendo energía sin entregar rendimiento útil.

Por qué la eficiencia del bombeo de lodos no es solo la eficiencia de la bomba
La eficiencia hidráulica —la relación entre la potencia del fluido entregada y la potencia al eje— importa. Pero describe solo la bomba. En servicio de lodos, la bomba es un componente dentro de un sistema donde los sólidos, el desgaste y las condiciones de la tubería controlan el resultado real.
Necesitas monitorear tres cosas juntas:
- Eficiencia energética como kWh por tonelada de sólidos secos movidos. Este es el número que aparece en tu factura eléctrica y se vincula directamente con la producción.
- Estabilidad del rendimiento — no el caudal pico, sino si el sistema entrega tonelaje constante turno tras turno sin obstrucciones, bypass o ralentizaciones.
- Vida útil de las piezas de desgaste — porque una bomba que ahorra un 5 % de energía pero duplica el costo de reemplazo del revestimiento no es más barata de operar.
Una bomba puede mostrar una eficiencia hidráulica aceptable en una curva de prueba y, sin embargo, ofrecer una pobre eficiencia de bombeo de lodos en campo. El sistema la fuerza a alejarse del BEP, los sólidos aumentan la potencia sin agregar rendimiento, las holguras se han abierto o la tubería exige más altura de la que debería.
La secuencia correctiva que sigue mantiene estas tres prioridades —energía, rendimiento y desgaste— en equilibrio en cada paso.
iError común: Revisar la eficiencia de la bomba aislada del sistema. No puedes diagnosticar la eficiencia del bombeo de lodos solo desde el panel del motor. Necesitas caudal, altura, densidad y la curva del sistema.
Mide la línea base correcta antes de cambiar el hardware
No puedes arreglar lo que no has medido. Antes de recortar un impulsor, ajustar un VFD o pedir piezas de desgaste, recopila un conjunto mínimo de datos de campo en la condición actual de operación.
El conjunto de datos de línea base
Toma estas lecturas en operación de estado estable con el lodo en su concentración normal de sólidos:
- Caudal en un punto de medición confiable — medidor de flujo magnético, Doppler o una prueba calibrada de llenado de tanque o vertedero si no existe medidor.
- Presión de succión y presión de descarga en las bridas de la bomba, corregidas a un datum común.
- Velocidad de la bomba — de un tacómetro, estroboscopio o salida del VFD.
- kW de entrada del motor o amperaje del motor con voltaje y factor de potencia para que puedas calcular la potencia real de entrada.
- Gravedad específica del lodo — de un medidor de densidad nuclear, medidor Coriolis o una muestra pesada con balanza Marcy.
- Concentración de sólidos — porcentaje en peso o porcentaje en volumen, el que uses de manera consistente en tu planta.
- Distribución de tamaño de partículas — como mínimo el d50 y el tamaño máximo (d90 o d95). Si la PSD ha cambiado respecto al diseño, esto por sí solo puede explicar la pérdida de eficiencia.
- Temperatura del lodo — afecta la viscosidad y el NPSH.
- Posiciones de válvulas en la descarga, succión y cualquier línea de bypass o flujo mínimo.
- Nivel del sumidero o nivel del recipiente de succión.
- Horas de operación desde la última reconstrucción del extremo húmedo y el historial de reemplazo de piezas de desgaste.
Convierte los datos en números útiles
Estima la potencia al eje de la bomba necesaria para entregar el caudal y la altura medidos:
$$P_{\text{shaft}} (\text{kW}) = \frac{Q \, (\text{m}^3/\text{h}) \times H \, (\text{m}) \times \text{SG}}{367 \times \eta}$$
Para unidades del sistema inglés:
$$\text{BHP} = \frac{Q \, (\text{gpm}) \times H \, (\text{ft}) \times \text{SG}}{3960 \times \eta}$$
Donde \( \eta \) es la eficiencia de la bomba expresada como decimal - de la curva publicada por el fabricante al caudal y velocidad medidos, corregida por viscosidad si la reología del lodo difiere significativamente del agua.
Luego calcula la energía específica que más importa:
$$\text{kWh/ton} = \frac{\text{Input kW}}{\text{Slurry solids throughput (ton/h)}}$$
Define claramente tu denominador. Usa toneladas métricas secas de sólidos por hora, o especifica si estás usando toneladas húmedas o volumen de lodo. Denominadores inconsistentes causan conclusiones falsas.
Compara la potencia al eje calculada contra los kW de entrada del motor. La brecha muestra cuánta energía se pierde por ineficiencia de la bomba más el motor y el variador. Si la brecha ha crecido desde la puesta en marcha, tienes un problema de desgaste o de punto de operación.
El Departamento de Energía de EE. UU. plantea claramente la oportunidad de ahorro. El costo de energía evitable por operar lejos de la eficiencia de diseño es:
$$\text{Savings} = \text{kW}_{\text{in}} \times t \times \left(1 - \frac{\eta_a}{\eta_o}\right)$$
Donde \( \eta_a \) es la eficiencia real del sistema, \( \eta_o \) es la eficiencia óptima o de diseño, y \( t \) son las horas de operación (DOE Pumping Systems Tip Sheet #4).
No uses estos cálculos de detección para justificar gastos de capital sin verificación en campo. Identifican dónde buscar, no la respuesta final.
Lo que revela la línea base
Una tendencia creciente de kWh/ton te dice que el sistema está perdiendo terreno. Un kWh/ton estable con kW del motor en aumento te dice que la densidad o la altura han cambiado. Un kW del motor estable con caudal en descenso te dice que la bomba sigue consumiendo pero moviendo menos — generalmente desgaste o una restricción del sistema.
🔴Precaución: No asumas que el medidor de flujo es correcto sin verificarlo. Un medidor sucio, mal configurado o con aire atrapado es la fuente más común de diagnósticos erróneos de eficiencia en servicio de lodos. Cruza el caudal con un método secundario —cambio de nivel del tanque, un segundo medidor o una curva de la bomba con lectura de presión— antes de actuar sobre los datos.
Encuentra dónde el sistema está perdiendo energía o rendimiento
Antes de tocar la bomba, elimina las pérdidas del lado del sistema que imitan problemas de la bomba. En servicio de lodos, las pérdidas de eficiencia más costosas están frecuentemente en la tubería, no en la bomba.
Válvulas de descarga estranguladas
Una válvula de descarga parcialmente cerrada obliga a la bomba a producir más altura de la que el proceso requiere. El punto de operación se desplaza a la izquierda en la curva. La energía se desperdicia como calor y turbulencia a través de la válvula. En servicio de lodos, el estrangulamiento también aumenta la recirculación interna a través de holguras abiertas y acelera el desgaste localizado en la propia válvula.
Si una válvula está estrangulada para controlar el caudal mientras hay un VFD disponible, corrige la estrategia de control. Si la válvula está estrangulada porque la bomba es demasiado grande para la función, la solución permanente es un recorte del impulsor o reemplazo —no el estrangulamiento indefinido de la válvula.
Líneas de bypass y recirculación
El flujo de bypass regresa al sumidero o a la succión sin hacer trabajo útil. Pagas por esa energía dos veces: una para bombearla y otra como calor, turbulencia o perturbación del sumidero. Mide o estima el flujo de bypass. Si excede el mínimo requerido para prevenir la sedimentación o proteger la bomba a bajo caudal, ciérralo.
Pérdidas en la tubería
La fricción en la tubería aumenta con el cuadrado de la velocidad en flujo turbulento —la condición normal para el transporte de lodos. La rugosidad aumenta a medida que los sólidos erosionan la pared del tubo o que los depósitos de sarro estrechan el diámetro. Una tubería que ha estado en servicio durante cinco años no tiene el mismo factor de fricción que tenía en la puesta en marcha.
Mide la altura a través de la tubería al caudal de operación y compárala contra la curva del sistema de diseño. Si la pérdida de altura excede el diseño en más del 10–15 %, inspecciona la tubería en busca de:
- Sarro interno o acumulación de sólidos que reduce el diámetro efectivo.
- Accesorios, codos o reductores excesivos añadidos durante modificaciones de la planta.
- Válvulas parcialmente cerradas o dañadas.
- Bolsas de aire en puntos altos si la tubería no ha sido correctamente purgada.
Velocidad crítica de deposición y velocidad mínima de transporte
Cada lodo tiene una velocidad por debajo de la cual los sólidos comienzan a sedimentarse y formar un lecho estacionario o deslizante. Operar por debajo de esta velocidad es peligroso: aumenta el riesgo de obstrucción, crea flujo estratificado que eleva la fricción en la tubería de manera impredecible y hace que la bomba trabaje contra un objetivo móvil.
ANSI/HI 12.1-12.6 señala que los lodos pueden sedimentarse por debajo de cierta velocidad. La velocidad mínima exacta de transporte depende de tu PSD específica, concentración de sólidos, diámetro de la tubería y densidad de sólidos. No uses un número genérico. Verifica la velocidad crítica de deposición a partir de los datos de transporte de lodos del OEM, un cálculo específico del sitio usando el método del estándar ANSI/HI, o la experiencia operativa histórica en tu planta.
Si estás operando cerca de la velocidad crítica de deposición, cualquier reducción de velocidad —por un ajuste del VFD, recorte del impulsor o desgaste— puede llevarte por debajo de ella.
Problemas del lado de succión
Las restricciones en la succión, el nivel bajo del sumidero, la formación de vórtices o la entrada de aire reducen el NPSHA y pueden causar cavitación u operación inestable que parece un problema de eficiencia de la bomba. Verifica la presión de succión y el NPSHA contra el NPSHR de la bomba al caudal de operación.
El margen de NPSH es la banda de seguridad entre el NPSH disponible y el requerido:
$$\text{NPSH margin} = \text{NPSHA} - \text{NPSHR}$$
El NPSHA debe superar el NPSHR para una operación confiable, según ANSI/HI 9.6.1-2024. Si el margen es escaso o negativo, corrige la condición de succión antes de diagnosticar cualquier cosa aguas abajo.

💡Consejo: Un método de campo para verificación aproximada del NPSHA: mide la presión de succión en la brida de la bomba, convierte la presión manométrica a altura absoluta, suma la altura de velocidad en la boquilla de succión y resta la altura de presión de vapor del líquido a la temperatura de operación. No restes nuevamente la fricción de la línea de succión cuando la presión se mide en la brida de la bomba; incluye la fricción de la línea de succión solo al calcular el NPSHA desde la superficie del sumidero o recipiente de succión. La presión de vapor del agua a 20 °C es aproximadamente 0.023 bar (0.34 psi), pero verifica la temperatura de tu lodo y el contenido de gas disuelto.
Separa los problemas del lodo de los problemas de la bomba
Las propiedades del lodo cambian la respuesta de maneras que las curvas de bombas basadas en agua no predicen. La mayoría de los diagnósticos de eficiencia de bombas asumen agua limpia. En servicio de lodos, cuatro propiedades dominan la ecuación de eficiencia.
Gravedad específica y consumo de potencia
La potencia de la bomba es directamente proporcional a la SG. Si tu SG sube de 1.2 a 1.4 —un cambio que no notarás mirando la bomba— los kW del motor aumentan aproximadamente un 17 % para el mismo caudal y altura. Esto no es una pérdida de eficiencia; es la física correcta de mover un fluido más denso.
Pero puede enmascarar un problema real de eficiencia. Si el caudal cae mientras los kW permanecen constantes, la bomba puede estar recirculando internamente —y la mayor SG está ocultando la potencia que debería haberse destinado al rendimiento.
Monitorea kWh/ton en lugar de solo los kW del motor. kWh/ton normaliza por densidad y te dice si estás moviendo sólidos de manera eficiente independientemente de la SG de ese turno. Registra la tendencia de kWh/ton a tasas de rendimiento comparables. Un pico con tonelaje significativamente reducido puede reflejar pérdidas fijas a carga parcial en lugar de desgaste o degradación del sistema.
Viscosidad y reología
Las partículas finas a alta concentración pueden crear comportamiento no newtoniano —el lodo tiene un esfuerzo de fluencia o propiedades de adelgazamiento por cizallamiento que aumentan la viscosidad aparente. Una mayor viscosidad desplaza la curva de la bomba: reduce la altura y el caudal a una velocidad dada y aumenta el consumo de potencia. La curva de agua publicada no describe el rendimiento real de tu bomba en un lodo viscoso.
Si sospechas efectos reológicos, toma una muestra representativa del lodo y verifica la concentración de sólidos y la fracción de finos (partículas por debajo de 45 µm o 75 µm, según tu industria). Arcillas, lamas y ultrafinos son los sospechosos habituales. La herramienta de datos de propiedades de lodos del Hydraulic Institute proporciona datos de referencia para propiedades de mezclas en una variedad de tipos de sólidos.
Distribución de tamaño de partículas y sedimentación
La PSD importa por dos razones de eficiencia: velocidad de sedimentación y tasa de desgaste.
Las partículas gruesas se sedimentan más rápido y requieren mayor velocidad de transporte, lo que aumenta la fricción en la tubería y el consumo de potencia. Las partículas finas permanecen en suspensión más fácilmente pero pueden aumentar la viscosidad, como se indicó antes.
Una PSD que se amplía —más finos por molienda de recirculación, o más partículas gruesas por un cambio de proceso— puede desplazar la velocidad crítica de deposición y la curva del sistema. Si estás luchando contra obstrucciones inexplicables o flujo inestable, verifica la PSD contra tu línea base.
NPSH en servicio de lodos
Los valores de NPSHR publicados en curvas de agua no se aplican automáticamente a lodos. El aire atrapado, el gas disuelto que sale de la solución en la succión y la alta concentración de sólidos pueden reducir el NPSHA efectivo o aumentar el margen requerido. ANSI/HI 9.6.1-2024 proporciona orientación sobre el margen de NPSH; para servicio de lodos, consulta al OEM de la bomba para el margen recomendado por encima del NPSHR en agua.
Incluso una bomba para lodos nueva y sin desgaste opera por debajo de su eficiencia hidráulica de la curva de agua. ANSI/HI 12.1-12.6 proporciona una relación de eficiencia (ER) para reducir la eficiencia de la curva de agua para servicio de lodos según la concentración de sólidos, el tamaño de partículas y la SG. Si tus kW medidos exceden la predicción de la curva de agua en una cantidad consistente con el ER, la brecha puede ser un efecto normal del lodo en lugar de desgaste.
iNota: Una bomba que cavita audiblemente en lodo puede no cavitar en agua con el mismo NPSHA. La presión de vapor del líquido portador no cambia. Pero la nucleación de gas en las superficies de las partículas y las caídas de presión locales alrededor de los sólidos pueden desencadenar la cavitación antes. Si escuchas un crepitar intermitente en la succión, no lo descartes como ruido normal del lodo.
Corrige el punto de operación sin acelerar el desgaste
Una vez que has separado las pérdidas del sistema de los efectos del lodo, el siguiente paso es acercar el punto de operación a donde la bomba fue diseñada para funcionar —sin crear nuevos problemas.
BEP, POR y AOR
Cada bomba para lodos tiene un caudal de diseño —el BEP— donde la eficiencia hidráulica alcanza su máximo en agua. La operación real con lodo rara vez se sitúa exactamente en el BEP porque la curva del sistema incluye cargas variables de sólidos y la bomba debe mantenerse por encima de la velocidad crítica de deposición.
ANSI/HI 9.6.3 define dos regiones de operación alrededor del BEP:
- POR (región de operación preferida): El rango de caudal donde la confiabilidad es más alta, la vibración es más baja y el desgaste es más predecible. Aquí es donde quieres que la bomba pase la mayor parte de su tiempo.
- AOR (región de operación permitida): Un rango más amplio donde la bomba puede operar sin daño inmediato pero con mayor riesgo de recirculación, vibración o desgaste acelerado.
Los límites del POR y AOR son específicos de cada bomba. Provienen del fabricante, no de porcentajes genéricos. No asumas "±10 % del BEP" ni ningún porcentaje fijo del BEP sin confirmación de la curva del OEM o del estándar ANSI/HI.
Grafica el caudal y la altura medidos a la velocidad de operación en la curva publicada de la bomba. Si estás calculando la altura a partir de lecturas de presión, convierte la presión a altura usando la SG del lodo; si el valor ya está expresado como altura en pies o metros del fluido bombeado, no apliques una corrección adicional por SG. Si estás fuera del AOR, tienes un problema de punto de operación que ninguna cantidad de mantenimiento resolverá.
Control de velocidad y VFD
Reducir la velocidad de la bomba con un VFD puede ahorrar energía. Las leyes de afinidad describen la escala aproximada:
$$Q_2 / Q_1 \approx N_2 / N_1$$
$$H_2 / H_1 \approx (N_2 / N_1)^2$$
$$P_2 / P_1 \approx (N_2 / N_1)^3$$
La relación cúbica en la potencia significa que una reducción modesta de velocidad puede producir un ahorro significativo de energía —en teoría.
En servicio de lodos, las leyes de afinidad vienen con una restricción estricta: debes mantener una velocidad por encima de la velocidad crítica de deposición en toda la tubería. Si tu reducción de velocidad hace que la velocidad en la tubería caiga por debajo del umbral de sedimentación, el ahorro de energía desaparece en eventos de obstrucción, paradas no planificadas y desgaste de la tubería por abrasión de lecho deslizante.
Antes de reducir la velocidad, calcula la velocidad en la tubería al caudal más bajo propuesto. Verifica que exceda la velocidad mínima de transporte con un margen de seguridad. El OEM o un cálculo de transporte de lodos específico del sitio debe proporcionar este número. Ten en cuenta que la relación cúbica de potencia también asume eficiencia constante de la bomba y lodo homogéneo. A medida que la velocidad se acerca a la velocidad crítica de deposición, la estratificación de sólidos puede hacer que la potencia real se desvíe de la predicción N³. Usa las leyes de afinidad para detección, no como garantías finales de energía.
Reducir la velocidad también reduce el NPSHR (aproximadamente con \( N^2 \)), lo que puede mejorar el margen de succión. Un caudal más bajo generalmente reduce las pérdidas por fricción en la línea de succión, por lo que el NPSHA también puede mejorar. Aun así, verifica el margen real bajo las condiciones del sitio porque el nivel del sumidero, la densidad del lodo, el aire atrapado y las restricciones de succión pueden cambiar el resultado.
Recorte del impulsor
Si la bomba es consistentemente demasiado grande para la función, recortar el impulsor es una corrección permanente que no depende de la disponibilidad del VFD o de la lógica de control. La reducción del diámetro del impulsor desplaza la curva de la bomba hacia abajo. Hace coincidir la curva del sistema a un caudal y altura menores sin pérdidas por estrangulamiento.
El recorte del impulsor es un tema para una guía aparte: la selección del diámetro correcto, el método de recorte, los límites de remoción de material y los efectos sobre la eficiencia y el desgaste pertenecen a una guía dedicada de selección de impulsores. El punto clave aquí es que una bomba sobredimensionada, recortada para coincidir con el punto de operación real, normalmente operará con mayor eficiencia y un desgaste más predecible que la misma bomba estrangulada para alcanzar el mismo caudal.
Por qué el menor kW no siempre es lo más seguro
Un VFD configurado para minimizar los kW del motor sin considerar la velocidad de transporte del lodo puede crear lo peor de ambos mundos: ahorros marginales de energía y un tiempo de inactividad mucho mayor por obstrucciones. Una bomba que funciona eficientemente en el panel del motor mientras la tubería se llena lentamente con sólidos sedimentados no es eficiente en ningún sentido que importe para la producción.
🔴Precaución: Reducir la velocidad de una bomba para lodos por debajo de la velocidad crítica de deposición arriesga un lecho estacionario de sólidos que puede obstruir la tubería, crear peligrosos picos de presión al reiniciar y causar desgaste desigual de la tubería. Verifica la velocidad de transporte a la velocidad reducida antes de ajustar el VFD hacia abajo.
Restaura la eficiencia perdida por desgaste y holguras
El desgaste es el ladrón silencioso de la eficiencia del bombeo de lodos. Roba el rendimiento de manera tan gradual que quizás no lo notes mes a mes —pero tu tendencia de kWh/ton sí lo notará.
Cómo el desgaste destruye la eficiencia
Las partículas del lodo erosionan las superficies internas de la bomba en cada pasada. La tasa de desgaste depende del tamaño de partícula, la dureza, la concentración, la velocidad y el material del impulsor, temas explorados en detalle en nuestra guía de materiales para impulsores de bombas para lodos.
El impacto en la eficiencia proviene principalmente de tres trayectorias de holgura:
- Holgura impulsor-buje de garganta. El buje de garganta es el componente de desgaste estacionario en el ojo de succión del impulsor. A medida que esta holgura se abre, el lodo recircula desde el lado de alta presión del impulsor hacia la succión. La bomba puede consumir una potencia similar del motor mientras entrega menos caudal. La energía se destina a acelerar el mismo lodo en un bucle, no a moverlo hacia adelante.
- Holgura impulsor-revestimiento. El espacio entre las cubiertas del impulsor y el revestimiento de la carcasa permite que el flujo de alta presión de la descarga regrese a regiones de menor presión dentro de la carcasa. Este bypass interno reduce la altura y el caudal entregados.
- Desgaste de la carcasa y el revestimiento. Las ranuras, el lavado o el adelgazamiento en la voluta o el revestimiento de la carcasa perturban el perfil hidráulico. La conversión de energía de la bomba de velocidad a presión se vuelve menos eficiente y la turbulencia aumenta.
Detectando el desgaste sin abrir la bomba
Antes de programar una inspección del extremo húmedo, verifica estas señales de campo:
- La altura a un caudal dado es menor que la última línea base en más del 3–5 %.
- Los kW del motor no han disminuido proporcionalmente — la bomba sigue consumiendo potencia pero la salida hidráulica ha caído.
- La vibración a la frecuencia de paso de álabes (número de álabes × velocidad de giro) ha aumentado — a menudo un signo de desgaste desigual del impulsor o inestabilidad por recirculación.
- La presión de lavado del sello o las fugas han cambiado — las holguras desgastadas pueden alterar la distribución interna de presión.
- Los kWh/ton han aumentado mientras el caudal, la SG y la velocidad no han cambiado — esta es la señal más clara que obtendrás sin abrir la bomba.
💡Consejo: Registra los kWh/ton y la presión de descarga de la bomba al mismo caudal y velocidad como una tendencia, no como una instantánea. Un dato mensual graficado durante seis meses te dice más que una sola medición, porque el desgaste es gradual y la variación estacional del lodo puede enmascararlo.
Medición y restauración de holguras
Mide las holguras impulsor-buje de garganta e impulsor-revestimiento contra los límites de desgaste del OEM. Si exceden el valor permitido, restáuralas. Dependiendo del diseño de la bomba, esto puede significar ajustar la posición axial del impulsor, reemplazar el buje de garganta o los revestimientos, o reconstruir el extremo húmedo.
La holgura de los anillos de desgaste es un tema estrechamente relacionado. Para bombas centrífugas con anillos de desgaste, más comunes en diseños de líquidos limpios pero presentes en algunas bombas para lodos, esa holgura debe evaluarse como parte del mismo problema de recirculación interna y pérdida de eficiencia. En bombas para lodos, el revestimiento y el buje de garganta típicamente cumplen la misma función que los anillos de desgaste, y la gestión de holguras es parte de la misma inspección del extremo húmedo.
No reemplaces las piezas de desgaste y asumas que la eficiencia está restaurada. Vuelve a establecer la línea base después de la reconstrucción: mide caudal, altura, kW y SG nuevamente y recalcula los kWh/ton. La línea base posterior a la reparación es tu prueba de que la corrección funcionó —y tu punto de partida para el próximo ciclo de desgaste.
Construye un plan de acción práctico de eficiencia para lodos
Has medido la línea base, identificado las pérdidas del sistema, separado los efectos del lodo, corregido el punto de operación e inspeccionado el desgaste. Ahora intégralo en un flujo de trabajo repetible.
La tabla a continuación relaciona los síntomas más comunes de eficiencia en lodos con sus causas probables y la primera prueba diagnóstica:
| Síntoma | Causas probables | Primera prueba diagnóstica |
|---|---|---|
| Aumento de kWh/ton | Holguras desgastadas, aumento de SG, válvula estrangulada, desviación del BEP | Graficar punto de operación en la curva de la bomba; comparar holguras con los límites del OEM |
| Caída del caudal, kW estable | Recirculación interna por desgaste, succión parcialmente obstruida | Medir altura; si la altura también es baja, inspeccionar el extremo húmedo |
| Caída de altura, kW estable | Desgaste del impulsor, lavado del revestimiento, erosión de la carcasa | Comparar punto altura-caudal con la curva de prueba original |
| Aumento de kW, caudal estable | Aumento de SG, desplazamiento de la curva del sistema (tubería obstruida), lodo viscoso | Verificar SG, PSD y ΔP de la tubería contra el diseño |
| Vibración intermitente | Cavitación, recirculación, sedimentación/atasco, desequilibrio del impulsor | Verificar margen de NPSH, punto de operación vs AOR, velocidad en la tubería |
| Obstrucción frecuente | Por debajo de la velocidad crítica de deposición, cambio de PSD, caídas del nivel del sumidero | Medir velocidad en la tubería; verificar PSD contra la línea base |
| Disparos por sobrecarga del motor | Pico de SG, bloqueo de tubería, desplazamiento de la bomba a la derecha de la curva | Verificar posiciones de válvulas, SG, resistencia del sistema |
| Desgaste rápido de revestimiento/buje de garganta | Alta velocidad, PSD gruesa, material incorrecto, operación fuera del BEP | Verificar punto de operación; revisar especificación de material contra PSD y pH |
Auditoría de campo de eficiencia de lodos en 7 pasos
Ejecuta esta auditoría cuando los kWh/ton aumenten, el rendimiento caiga o la tasa de desgaste se acelere inesperadamente. Cada paso incluye qué medir, contra qué compararlo y dónde encontrar el valor de referencia.
- Recopila el conjunto de datos de línea base. Mide caudal, presión de succión/descarga, velocidad, kW del motor (o amperaje + voltaje + FP), SG del lodo, concentración de sólidos, PSD, temperatura, posiciones de válvulas, nivel del sumidero y horas de operación desde la última reconstrucción. Registra todos los valores en estado estable.
- Calcula la energía específica (kWh/ton). Divide los kW de entrada del motor por el rendimiento de sólidos en toneladas secas por hora. Compara contra los últimos dos valores de auditoría. Una tendencia creciente sin un cambio en la SG o el rendimiento es una señal de desgaste o de pérdidas del sistema.
- Grafica el punto de operación en la curva de la bomba. Convierte la presión de descarga a altura usando la SG real del lodo: H(m) = P(Pa) / (SG x 1000 x 9.81). Si tu instrumento ya lee altura en metros de columna de fluido, no se necesita corrección. Marca el caudal y la altura medidos en la curva del fabricante. Compara contra el BEP, POR y AOR. Si el punto está fuera del AOR, el punto de operación —no el desgaste— es el problema dominante.
- Inspecciona el sistema en busca de pérdidas. Mide ΔP a través de la válvula de descarga —si excede el 10 % de la altura total de descarga, el estrangulamiento está desperdiciando energía. Verifica el flujo de bypass. Compara la pérdida de altura en la tubería contra la curva del sistema de diseño. Verifica la velocidad en la tubería contra la velocidad mínima de transporte.
- Separa los efectos del lodo. Si los kW han cambiado sin un cambio en caudal o altura, verifica SG, PSD y temperatura del lodo. ¿Ha cambiado el cuerpo del mineral, el agua de proceso o el circuito de molienda? Un cambio en la PSD o un aumento de viscosidad puede explicar todo el cambio de eficiencia.
- Inspecciona el extremo húmedo. Si el punto de operación es aceptable y el sistema no está perdiendo energía, abre la bomba. Mide las holguras impulsor-buje de garganta, impulsor-revestimiento y carcasa-revestimiento. Compara contra los límites de desgaste del OEM. Mapea el patrón de desgaste —el desgaste del buje de garganta es generalmente recirculación del lado de succión; el desgaste del revestimiento y la carcasa apunta a operación fuera del BEP o sobrecarga abrasiva.
- Corrige, verifica y registra la tendencia. Aplica la corrección —restaura holguras, recorta el impulsor, ajusta la velocidad, repara la succión, limpia la tubería— y vuelve a establecer la línea base inmediatamente. Registra los nuevos kWh/ton y el punto de operación. Establece una verificación de tendencia mensual.
✓Punto de decisión: Si los pasos 1-4 identifican un problema del sistema o del punto de operación, corrígelo antes de abrir la bomba. Si los pasos 1-4 están limpios pero los kWh/ton siguen subiendo, el problema está dentro de la bomba. Si completaste los pasos 1-7 y la eficiencia no se ha recuperado, la bomba puede estar más allá de una reparación económica o no coincidir con el régimen actual. En ese punto, una revisión de selección de bombas para lodos de servicio pesado puede ser el siguiente paso correcto.
Si los kWh/ton de tu bomba para lodos están aumentando y no estás seguro de si el culpable es el desgaste, el punto de operación o el sistema, envía a nuestro equipo tus datos de caudal, altura, kW, densidad del lodo, datos de sólidos, curva de la bomba y fotos recientes de desgaste. Te ayudaremos a identificar las pérdidas de eficiencia más probables antes de que cambies el hardware. Contacta a Dynapro
Preguntas frecuentes
¿Qué es la eficiencia del bombeo de lodos?
La eficiencia del bombeo de lodos significa mover el tonelaje de sólidos requerido al menor costo práctico de energía, desgaste y tiempo de inactividad —no solo alcanzar una alta eficiencia hidráulica en una curva de agua. Se mide en kWh/ton, se monitorea a lo largo del tiempo y se evalúa contra la estabilidad del rendimiento y la vida útil de las piezas de desgaste.
¿Por qué aumentaron los kWh/ton si la bomba sigue funcionando?
Tres razones explican la mayoría de los casos. Las holguras desgastadas permiten que la bomba recircule lodo internamente, consumiendo una potencia similar mientras entrega menos caudal. La SG o la viscosidad del lodo han aumentado sin una ganancia correspondiente en el rendimiento. O una restricción del sistema —válvula estrangulada, tubería obstruida o flujo de bypass— obliga a la bomba a trabajar más para la misma salida. Grafica el punto de operación en la curva de la bomba para identificar cuál aplica.
¿Reducir la velocidad de una bomba para lodos puede ahorrar energía?
Sí —pero solo si te mantienes por encima de la velocidad crítica de deposición. Reducir la velocidad disminuye la potencia con el cubo de la relación de velocidad, pero si la menor velocidad permite que los sólidos se sedimenten, intercambias un ahorro de energía por riesgo de obstrucción, daño en la tubería y pérdida de producción. Calcula la velocidad en la tubería a la velocidad reducida propuesta antes de ajustar el VFD.
¿Cómo afecta la densidad del lodo a la potencia de la bomba?
La potencia de la bomba es directamente proporcional a la SG. Si la SG sube de 1.2 a 1.4, los kW del motor aumentan aproximadamente un 17 % al mismo caudal y altura. Esto es física correcta, no una falla. Monitorea kWh/ton en lugar de los kW del motor para normalizar los cambios de densidad.
¿Qué datos de campo necesito para diagnosticar la pérdida de eficiencia?
Como mínimo: caudal, presión de succión y descarga, velocidad de la bomba, kW del motor (o amperaje + voltaje + factor de potencia), SG del lodo, concentración de sólidos, PSD (d50 y tamaño máximo), posiciones de válvulas, estimación del flujo de bypass, horas de operación desde la última reconstrucción y la curva de la bomba del fabricante. Sin este conjunto de datos, estás adivinando.
¿Cuándo el problema es el sistema en lugar de la bomba?
El sistema o el punto de operación es el culpable probable cuando: el punto de operación está lejos del BEP/AOR, la válvula de descarga está estrangulada, el flujo de bypass es excesivo, el ΔP de la tubería excede la curva del sistema de diseño, la bomba está cavitando con NPSHA adecuado en teoría, o el caudal está cayendo sin una pérdida de altura correspondiente. Descarta las causas del sistema antes de abrir la bomba.
---
Referencias
- Hydraulic Institute, ANSI/HI 12.1-12.6: Rotodynamic Centrifugal Slurry Pumps for Nomenclature, Definitions, Application, and Operation, 2022: https://www.pumps.org/product/12-1-12-6-2022/
- Hydraulic Institute, ANSI/HI 9.6.3: Rotodynamic Pumps Guideline for Operating Regions: https://www.pumps.org/product/ansi-hi-9-6-3-rotodynamic-pumps-guideline-for-operating-regions/
- Hydraulic Institute, ANSI/HI 9.6.1-2024: Rotodynamic Pumps Guideline for NPSH Margin: https://www.pumps.org/product/ansi-hi-9-6-1-rotodynamic-pumps-guideline-for-npsh-margin/
- Hydraulic Institute, Data Tool — Slurry Properties for Pump Systems: https://datatool.pumps.org/fluid-properties-ii/solids
- U.S. Department of Energy, Improving Pumping System Performance: A Sourcebook for Industry (2nd ed.): https://www.energy.gov/sites/default/files/2014/05/f16/pump.pdf
- U.S. Department of Energy, Pumping Systems Tip Sheet #4: Test for Pumping System Efficiency: https://www1.eere.energy.gov/manufacturing/tech_assistance/pdfs/test_pumping_system__pumping_systemts4.pdf


